
Ве уверуваме дека секогаш обезбедуваме висококвалитетна машина за компресија на капачиња 18 шуплини. Ви помогне да ги изберете вистинските и квалитетни производи за да го искористите пазарот и да го отворите пазарот со квалификувани производи и услуги и да постигнете взаемна корист.
Пократко време на циклус за поголема продуктивност
Помалку потрошувачка на енергија
Висока специфична густина
Калапи без одржување кои траат со децении
Брз процес на промена на бојата
Помалку отпад значи помали трошоци
| Модел | DRCM-018 |
| Производствен капацитет | 17000-18000/час (29/25mm капа) |
| Дијаметар на капа | 20-45 мм |
| Висина на капа | 10-30 мм |
| Материјал за капа | PP/HDPE/LDPE |
| Шуплина на мувла бр. | 18 |
| Моќ | 380V/PH/50HZ |
| Моќност за инсталација | 30 KW |
| Потрошувачка на воздух | 0,3M3/Hr, 0,8Mpa |
| Димензии на машината | 2660*1200*2000мм |
| Тежина на машината | 3.1Т |

ВО СПОРЕДУВАЊЕ СО МАШИНА ЗА ВРШКУВАЊЕ
| Ставка | Компресија на капа машина за калапи |
Калапи со инјектирање машина |
| Број на празнина | 24 | 2 * 24 |
| Излез | 16800-23400 | 2 * 6000 |
| Потрошувачка на енергија | 26 | 2*36 (со калап) |
| Потрошувачка на енергија месечно | 18720 | 51840 |
| Заштеда на енергија месечно | 33120 kw | |
| Штедење | 6650 $ 00/месец (ако 0 $ 2/kw/h) | |
| Користење на додаток | бр | Да |
| Користење на ослободување од мувла | бр | Да |
| Необичен мирис | бр | Да |
| Изглед на производот | Нема точка за инјектирање | Со точка на инјектирање |
| Отпад | бр | Да |
| Ресурс на работна сила | 1 | 2 или повеќе |
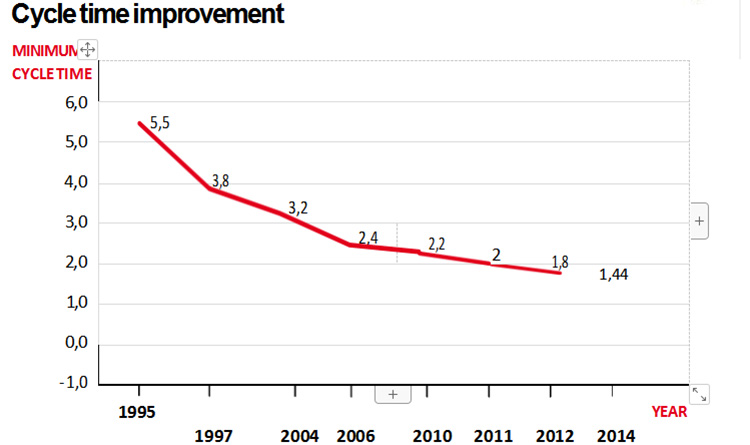
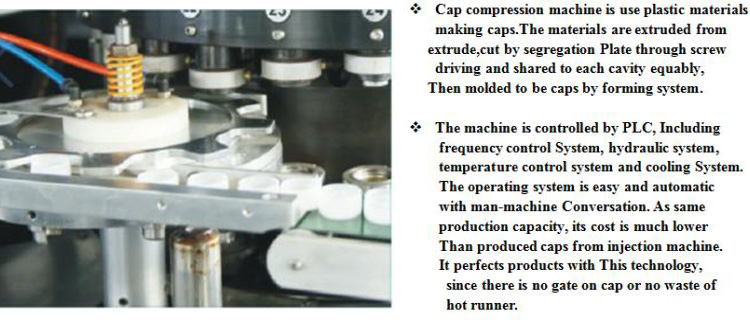
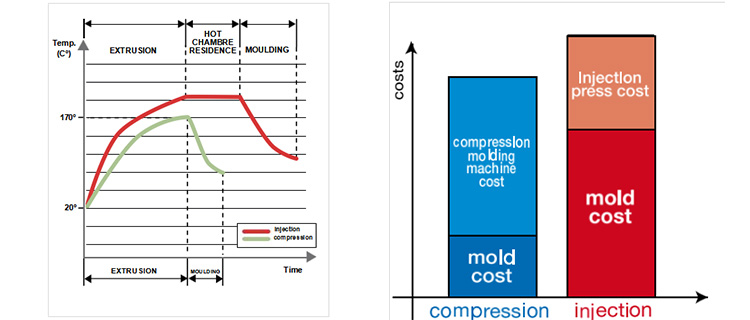
МК ПОКРАТКО време на ЦИКЛУС и затоа поголема продуктивност. Пониската температура на истиснување овозможува капачето побрзо да се лади во калапот: ова ги скрати времињата на циклусот, кои, во случај на лесни капачиња, се намалија на околу 2 секунди.
ПОМАЛКУ ПОТРОШУВАЧКА НА ЕНЕРГИЈА. Пониските температури на истиснување значат помалку енергија за да се доведе пластиката до температура на истиснување и, бидејќи пластиката е поладна, потребна е помалку енергија за да се излади. Вкупната заштеда на енергија по произведена капа може да биде до 45%.
ВИСОКА СПЕЦИФИЧНА ГУСТИНА. Притисокот во обликувањето е еднаков, пониските температури овозможуваат да се постигне поголема специфична густина; Покрај тоа, точката на инјектирање, која дополнително ја оптоварува стопената пластика, е отсутна. Оваа технолошка состојба обезбедува механички својства и конзистентност што би била недостижна со инјектирање.
КОНСИСТЕНЦИЈАТА стана главен проблем во флаширањето пијалоци каде производните линии се сè побрзи и пософистицирани и каде што повеќе не може да се толерира прекинот на фабриката поврзана со капа.
КАЛАПИ БЕЗ ОДРЖУВАЊЕ кои траат со децении. Вертикалното и аксијално движење на калапот за компресија обезбедува - за разлика од калапот за вбризгување, оптоварен од сопствената тежина - дека калапите се заштитени од секаков вид абење. Калапот со компресија значи дека нема абење на калапи за целиот нивен работен век.
БРЗИ ПРОМЕНИ НА БОЈАТА Тие можат брзо да се завршат без да мора да се исчисти топла комора, која ја нема во процесот на компресија. ПОМАЛКУ ОТПАД пониски трошоци.
| Материјал за мувла | Шуплина | DC53, Јапонија |
| Основа на шуплина | Берилиум бакар, САД | |
| Шуплина пиедестал | S136 .Шведска | |
| Завртка на шуплина пиедестал | DC53, Јапонија | |
| Јадро | Берилиум бакар, САД | |
| Дел од конец | DC53, Јапонија | |
| Среден ракав | DC53, Јапонија | |
| Ракав за де-калапи | S136 .Шведска | |
| Цврстина на мувла | По вакуумско палење, -180°C криогенска обработка, нитридирање, потоа DLC (јаглерод како дијамант), тврдоста на мувлата е околу 70 степени. | |
Извезете стандардно пакување
Нашиот техничар може да биде фабриката на купувачот за да ја инсталира и работи машината. Но, купувачот треба да ги сноси сите трошоци за патувањето на техничарот (вклучувајќи авионски билет, трошоци за сместување и плата)
ДАТУМ НА ИСПОРАКА: 55-60 ДЕНА ПО ДОБИВАЊЕ НА ДЕПОЗИТОТ.
ПРИСТАНАТА НА ИСПОРАКА: НИНГБО, КИНА